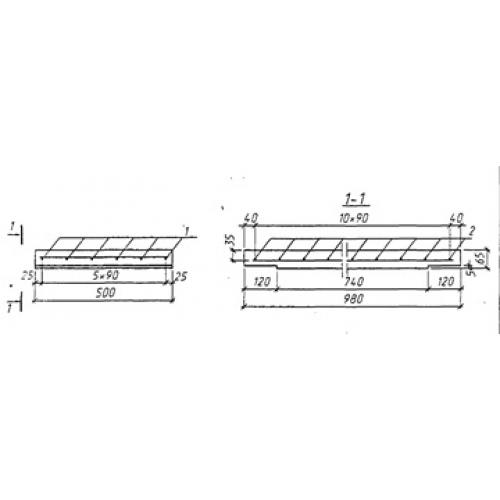
Плиты П � железобетонное изделие прямоугольной формы. Отличительной особенностью элемента является наличие небольших уступов величиной 120 мм, расположенных с торцевых сторон конструкции. Толщина плит составляет 65 мм.
Индустриальные железобетонные плиты широко применяются при строительстве дополнительных устройств на мостах железнодорожных путей нормальной колеи, величиной 1520 мм. Изделия хорошо зарекомендовали себя при возведении пешеходных переходов через откосы и между насыпями. Элементы используются совместно с другими железобетонными конструкциями, запроектированными по Серии 3.501-180.95. При разработке изделий учитывались правила и нормы строительства мостов и железных дорог, изложенные в СНиП П-39-76 и СНиП 3.06.04.91.
Расшифровка маркировки
На боковой грани элемента принято наносить маркировочное обозначение, служащее помощником при поиске необходимых изделий на территориях склада. По правилам, регламентированным Серией 3.501-180.95, знаки состоят из букв. П расшифровывается:
1. П � тип конструкции � плита.
Запрещается вносить изменения в заводское маркировочное обозначение.
Материалы и производство
Для производства высокопрочных железобетонных плит П используется тяжелый конструкционный бетон класса В25 по прочности на сжатие. Бетон должен соответствовать требованиям ГОСТ 26633-91 и иметь среднюю плотность от 2200 до 2500 кг/м3. Водонепроницаемость принята на уровне W2. Показатель морозостойкости зависит от среднемесячной температуры наружного воздуха и подбирается в соответствии с режимом: до -20 градусов используется марка F200, ниже -20 � F300.Величина защитного слоя бетона от верха плиты составляет 35 мм.
Подбор арматурной стали для производства каркасов осуществляется по расчетам средних температур наружного воздуха, его следует производить по рекомендациям СНиП 2.01.01-82. Допускается применение стержневой арматурной стали следующих классов: AI, AII, AcII, AIII. Монтажные петли изготавливаются из стали класса AI по ГОСТ 5781-82 марки СТ3сп. При монтаже конструкций в условиях ниже -40 рекомендуется использовать марку стали СТ3пс.
Для ручной сварки элементов проката должны применяться электроды типов 342А и 3-46А. Стыки продольной стержневой арматуры необходимо выполнять контактной сваркой в соответствии с требованиями ГОСТ 14098-91.
Величины допустимых отклонений подробно прописаны в нормативном документе Серия 3.501-180.95. Отклонение фактической массы не должно превышать +5-10%. Обязательно проведение контрольных испытаний на прочность, в соответствии с требованиями, представленными в ГОСТ 8829-85. Подтвердившие эксплуатационные характеристики конструкции снабжаются сертификатами соответствия и допускаются к отпуску.
Транспортировка и хранение
Складирование следует осуществлять на выровненное основание с небольшим уклоном для схода атмосферных осадков. Изделия укладываются в штабеля в соответствии с маркировочными обозначениями. Обязательна прокладка деревянных инвентарных материалов.
Для погрузки и выгрузки плит П следует использовать специализированную технику, обеспечивающую обхват конструкции за уступы с сохранением горизонтального положения.Для транспортировки необходимо укладывать конструкции аналогично хранению. Дополнительной защитой от смещения будет служить крепление элементов фиксаторами и специальными механизмами в кузове автотранспортного средства. Важно соблюдение правил техники безопасности на всех этапах работы с железобетонными конструкциями.